






















How Microduct Pipe Production Lines Support the Future of Fiber Networks
24 Ekim
24 Ekim 2025
A technical guide for filament producers and investors aiming to achieve consistent diameter, material stability, and premium print performance.
As 3D printing expands from prototyping into end-use manufacturing, the demand for high-quality filament has increased dramatically. End users expect stable diameter, consistent material behavior, and reliable printing performance—regardless of application.
For filament manufacturers, meeting these expectations requires more than raw material selection. The extrusion line itself plays a decisive role in determining filament quality, production stability, and long-term profitability.
Diameter consistency is the most critical quality parameter in filament manufacturing. Variations—even within ±0.05 mm—can cause extrusion problems, poor layer adhesion, and failed prints.
Common causes:
Masfen solution:
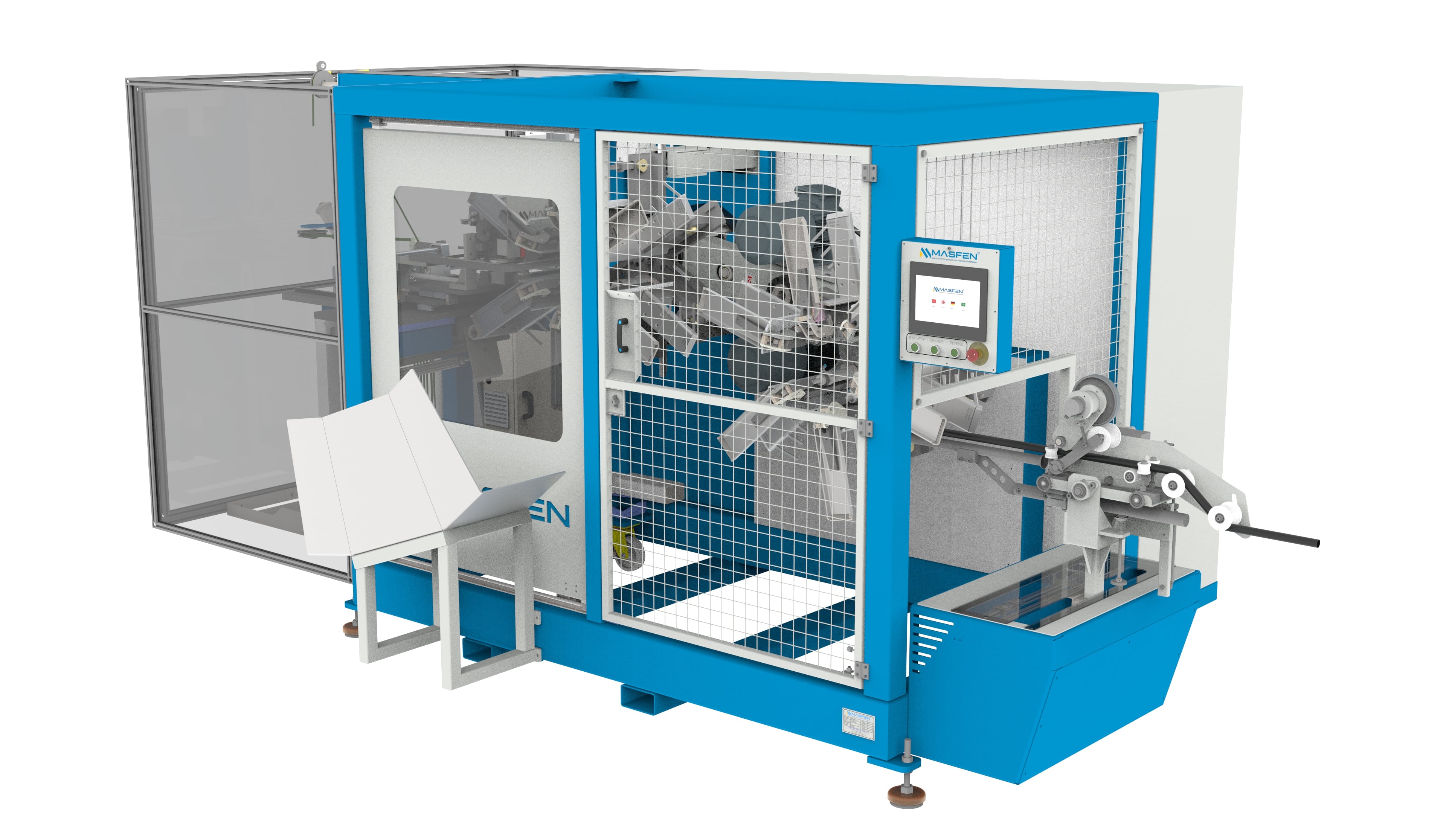
Masfen filament extrusion lines integrate laser-based diameter measurement systems with closed-loop control. Any deviation is instantly corrected by adjusting haul-off speed, ensuring consistent filament diameter throughout production.
Many filament materials—such as PLA, PETG, and nylon—are highly sensitive to moisture. Excess moisture leads to bubbling, inconsistent flow, weak mechanical properties, and poor surface quality.
Common causes:
Masfen solution:
Masfen designs filament lines with integrated material drying and controlled feeding systems. Optimized screw design and temperature control minimize degradation while preserving material integrity.
Surface smoothness directly affects print quality. Ovality or rough surfaces cause feeding issues in printers and inconsistent extrusion at the nozzle.
Common causes:
Masfen solution:
Precision cooling systems and optimized calibration zones ensure roundness and smooth surface finish. Controlled cooling prevents internal stress and deformation.
Even perfectly extruded filament can become unusable if winding is inconsistent. Over-tension causes stretching, while under-tension leads to loose or tangled spools.
Common causes:
Masfen solution:
Masfen filament lines use servo-driven winding units with real-time tension control, producing uniformly wound spools that are ready for packaging and distribution.
Production instability increases scrap rates and reduces output consistency. Frequent manual adjustments lead to downtime and unpredictable quality.
Common causes:
Masfen solution:
Masfen integrates PLC-based automation with centralized control panels. All process parameters are monitored, recorded, and optimized in real time—ensuring stable, repeatable production.
High-quality filament production is the result of precise extrusion, controlled cooling, and intelligent automation. By addressing common production challenges at the machine level, manufacturers can consistently deliver filament that meets the expectations of professional and industrial users.
Masfen’s filament production lines are engineered to help producers overcome these challenges—transforming technical complexity into a competitive advantage.
Have a project in mind?
Reach out to our experts to explore how Masfen’s filament production lines can support your manufacturing goals.
Reach Our Experts